










 Servicios personalizados
Servicios personalizados
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares en
SciELO
Similares en
SciELO  Similares en Google
Similares en Google 
 Permalink
PermalinkIntroducción
Durante un proceso de fabricación de las tabletas, los componentes de la fórmula son sometidos a estrés mecánico (carga y descarga, molienda, mezclado, fluidización, compresión y recubrimiento) por lo que se vuelve fundamental entender cómo responden los materiales en dichas situaciones.1 A pesar de que los estudios de pre-formulación son empleados con la intención de inferir sobre el desempeño de un material para su uso en un proceso de compresión, fallan al no evaluar propiedades relacionadas a la mecánica (mecanismo de deformación) y activación mecánica de los materiales (aplicación de un estrés progresivo), lo cual se vuelve importante cuando el desarrollo del producto se realiza siguiendo los principios de la Calidad por Diseño planteados en la Guía Q8 (R2) de la International Conference on Harmonisation.1-4
Existen diferentes metodologías para evaluar las propiedades mecánicas de los materiales (Compresibilidad, la Compactabilidad y la Tabletabilidad),5) entre éstas, las más aceptadas son la correspondiente al modelo de Heckel y Kawakita para evaluación de la compresibilidad, el modelo de Ryshkewitch-Duckworth para la evaluación de la compactabilidad, métodos gráficos y teoría de la percolación para la evaluación de la tabletabilidad, los cuales han sido reportados por distintos grupos de investigación para la caracterización de materiales.6-13 Uno de los principales inconvenientes de dichas metodologías, es que implican la medición de propiedades como peso, dimensiones, densidad y resistencia a la fractura de los comprimidos de los materiales en evaluación, por lo que la precisión del sistema de medición se vuelve fundamental para que se establezcan conclusiones adecuadas. Un estudio Gauge (o Gage) de repetibilidad y reproducibilidad (Gauge R&R) se usa para evaluar la capacidad del sistema para determinar cuánta variación de la observada puede ser atribuida al gauge, así como determinar qué tan grande es la variación de los dos componentes del sistema de medición: repetibilidad (variación del sistema bajo condiciones fijas: misma pieza o unidad experimental evaluada y mismo operador) y la reproducibilidad (variación operador a operador).14 En la literatura, existen pocos reportes sobre la aplicación de dichos estudios en el sector farmacéutico y a pesar del gran campo de aplicación, los estudios se enfocan al estudio de la variabilidad de la disolución, desintegración, dureza de tabletas con geometría pentagonal y variación en el análisis de valoración de principios activos.15-19
Como herramienta, los estudios gauge ayudan a ganar información sobre el desempeño de los procesos y resultan de gran utilidad en áreas como el control de calidad para el aislamiento de productos defectuosos en sistemas de manufactura; anteriormente, miembros de este grupo de investigación usaron estudios gauge para la validación de modelos matemáticos para el estudio de la compresibilidad y compactabilidad;20 sin embargo, se destaca que a la fecha no existen reportes en la literatura sobre el uso de los estudios gauge para dicha finalidad, por lo que el objetivo del presente estudio es el de diseñar y analizar los sistemas de medición para la caracterización de los materiales con los modelos de Heckel y Ryshkewitch-Duckworth de comprimidos de distintos materiales a través de un estudio Gauge R&R cruzado para la evaluación del peso y un estudio Gauge R&R anidado para la resistencia a la fractura de los comprimidos. Mediante dichos estudios, se determinará si los investigadores (referidos como Operadores en la literatura) o las diferencias en las propiedades de los materiales constituyen la principal fuente de variación en un estudio y por tanto en los modelos matemáticos previamente indicados.
Materiales y métodos
Materiales
Para los sistemas de medición cruzados se emplearon 10 punzones cóncavos y planos de 13,00 ± 0,10 mm de diámetro de una prensa hidráulica, los cuales fueron etiquetados para evitar confusión durante las mediciones. Mientras que para la validación del sistema de medición anidado, se utilizaron muestras de diferentes productos: placebo de lactosa-celulosa (lactosa monohidratada 75 %, celulosa microcristalina 24 % y 1 % de estearato de magnesio) con recubrimiento pelicular (Easycoat ST, base hidroxipropilmetilcelulosa con incremento de peso al 3.0%) donado por DVA Mexicana, tabletas de Captopril 25 mg (Lote 1811235, Laboratorios Best, S.A., México) y tabletas de ácido acetil salicílico 500 mg (Lote 18J042, Química y Farmacia S.A. de C.V., México).
Métodos
Validación del sistema de medición cruzado: Peso
Para la validación del sistema de medición Gauge R&R cruzado, se utilizaron los punzones metálicos cóncavos y planos de 13,00 ± 0,10 mm de diámetro, a los cuales se les determinó el peso con una balanza analítica Mettler Toledo AB-204S. Cada una de las mediciones fue realizada por triplicado y las mediciones las efectuaron dos operadores. En la Figura 1a se muestran los punzones metálicos empleados y la conformación del estudio.

Figura 1a. Estudio Gauge R&R cruzado para la validación de la medición del peso: Punzones metálicos cóncavos y planos usados.

Figura 1b. Estudio Gauge R&R cruzado para la validación de la medición del peso: Conformación del estudio.
Con respecto a la conformación del estudio (Figura 1b, el diseño es cruzado debido a que cada nivel de un factor está cruzado con el nivel de otro, es decir, ambos operadores evalúan por triplicado las mismas piezas (punzones).
Validación del sistema de medición anidado: Resistencia a la fractura
Para la validación del sistema de medición Gauge R&R anidado se utilizaron las tabletas de los productos, a las que se les determinó la resistencia a la fractura con el uso de un durómetro Pharma Alliance PAH-01. La conformación del estudio fue de acuerdo con lo siguiente: se utilizaron tres tabletas del placebo de lactosa-celulosa con recubrimiento, tres tabletas de captopril 25 mg y cuatro tabletas de ácido acetil salicílico 500 mg para conformar un total de 10 tabletas por réplica. Las mediciones fueron evaluadas por sextuplicado (seis réplicas) debido a la naturaleza destructiva del análisis y las mediciones fueron evaluadas por dos operadores. En la Figura 2a se muestran los tipos de tabletas empleados y en Figura 2b la conformación de cada réplica del estudio.

Figura 2a. Estudio Gauge R&R anidado para la validación de la medición de la resistencia a la fractura: Tabletas empleadas en el estudio.

Análisis estadístico
De acuerdo con Montgomery,21,22 un estudio Gauge R&R debe de permitir estimar la variabilidad de la repetibilidad (σrepetibilidad) y de la reproducibilidad (σreproducibilidad), por lo que se puede utilizar un enfoque de diseño factorial para estimar los componentes de la varianza. La medición del Operador i en la Parte j en la Réplica k es denotada como X ijk y bajo el enfoque de diseño factorial, cada medición se representa de acuerdo con el modelo de la Ecuación 1.
 Ecuación 1.
Ecuación 1.
donde, la constante µ representa al promedio de las observaciones, O i , P j , (OP) ij y R k(ij) son variables aleatorias que representan los efectos de los Operadores, Partes medidas, la interacción Operador-Parte y las réplicas de la medición respectivamente. Para el análisis se asume que el O i , P j , (OP) ij y R k(ij) son factores independientes, de efectos aleatorios y que tienen una distribución normal con promedio igual a cero y que sus varianzas están denotadas por σ2 O, σ2 P, σ2 OP y σ2 R respectivamente. En los diagramas de la conformación de cada estudio (Figuras 1b y 2b para el diseño cruzado y anidado, respectivamente), las observaciones X ijk aparecen denotadas con números; la lectura correcta para X 111 en el sistema cruzado (validación del peso) sería medición del operador 1, en el punzón 1 de la réplica 1 y así sucesivamente; mientras que para el diseño anidado (validación de la resistencia a la fractura) la observación X 126 representaría la medición del operador 1, de la tableta tipo 2, de la réplica 6 y la observación X 22'6 representa a la misma observación pero realizada por el operador 2.
Para analizar el modelo, se parte del supuesto de que los términos O i , P j , (OP) ij y R k(ij) tienen promedio de cero (lo cual implica que el sistema de medición es imparcial) y que los componentes de la varianza son constantes; además, el modelo también supone que la medición es lineal para los términos P j , (OP) ij y R k(ij) , de tal manera que con dichos supuestos, el análisis estadístico consiste en un análisis de varianza (ANOVA).
La variabilidad del proceso de medición () se define como la variabilidad de la repetibilidad aunada a la de la reproducibilidad (Ecuación 2).
 Ecuación 2.
Ecuación 2.
Asimismo, la variabilidad total () se descompone en dos componentes: la variabilidad del proceso de medición y la del producto o parte que se está evaluando (Ecuación 3).
 Ecuación 3.
Ecuación 3.
Evaluación de los componentes y porcentaje de contribución del estudio cruzado
Para determinar la contribución de cada fuente de variación, es necesario cuantificar el componente de la varianza aportado y posteriormente expresarlo en porcentaje de contribución. En la Tabla 1 se muestran las ecuaciones empleadas para los cálculos de cada componente (ecuaciones 4-10) en el estudio Gauge R&R cruzado, así como la ecuación general para cuantificar el porcentaje en el que cada término contribuye (Ecuación 11).
Tabla 1. Cálculo de los componentes de la varianza y su contribución del estudio cruzado
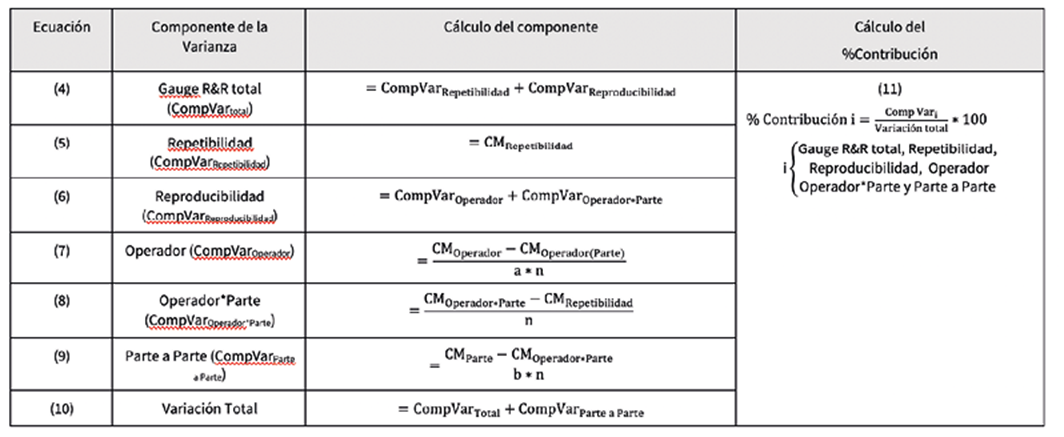
CompVar: componente de la varianza aportado por cada fuente; CM: cuadrados medios de cada término obtenidos mediante el ANOVA; a: Número de partes; b: número de operadores; n: número de réplicas y %Contribución i: Porcentaje de la contribución a la varianza del componente i
Evaluación de los componentes y porcentaje de contribución del estudio anidado
En la Tabla 2 se muestran las ecuaciones correspondientes al cálculo de los componentes: la determinación de los componentes del Gauge R&R total, Repetibilidad, Variación Total y %Contribución de cada componente se realiza con las mismas ecuaciones que en el estudio cruzado (ecuaciones 4, 5, 10 y 11 respectivamente), mientras que los componentes de la Reproducibilidad (Ecuación 12) y Parte a Parte (Ecuación 13) contemplan el uso del factor anidado.
El análisis estadístico fue realizado con el software Minitab v18 (Minitab Inc, Pensilvania, EUA) y se presenta a manera de tablas.
Tabla 2. Cálculo de los componentes de la varianza y su contribución del estudio anidado

CompVar: componente de la varianza aportado por cada fuente; CM: cuadrados medios de cada término obtenidos mediante el ANOVA; a: Número de partes; n: número de réplicas y %Contribución i: Porcentaje de la contribución a la varianza del componente i
Resultados
El análisis del sistema de medición representa un componente clave para asegurar que un sistema o proceso mantiene su calidad, además de que ayuda a identificar problemas con el sistema de medición y determinar si es capaz de generar información confiable. Un estudio factorial podrá evaluar el efecto de dos factores (Operador y Parte) en la variación de un sistema de medición, sin embargo, estos dos factores no son suficientes para entender completamente la medición, por lo que la adición del Gauge como una tercer variable al estudio, es requerida debido a que ayuda a determinar si el sistema es adecuado para medir las partes producidas en un sistema de fabricación, lo que se ha vuelto una herramienta reconocida por los practicantes de la metodología Seis sigma y de los estándares de calidad QS900023,24. El enfoque ideal para diseñar un estudio Gauge R&R incluye los factores que pueden contribuir a la variación del sistema de medición de tal manera que se pueda determinar la contribución de cada componente en la variación de las mediciones21.
Sistema de medición cruzado: Peso
Lo primero que se tiene que hacer al analizar un estudio Gauge R&R es validar el cumplimiento de los supuestos de normalidad y que la varianza permanezca constante. En la Figura 3 se muestra el análisis de normalidad y los residuales vs valores ajustados para el peso; para evaluar la normalidad del peso de los punzones, fue necesario promediar la medición de cada Operador por cada punzón debido a que constituian mediciones repetidas y en la Figura 3a se observa el cumplimiento del supuesto de normalidad (Valor P = 0,072, prueba Anderson-Darling, α=0,05), mientras que en el diagrama de Residual Peso vs Valor ajustado de la Figura 3b, se pone en evidencia que no hay un patrón ni concentración en el comportamiento de los datos (tendencias y forma de tunel, respectivamente), por lo que se cumple con el supuesto de varianza constante. Al ejecutarse la medición del peso en orden aleatorio, se valida el supuesto de la independencia de los datos y también contribuye a que no se observan tendencias, cambios abruptos en el comportamiento de los datos o ciclos.


Una vez validados los supuestos, se realizó un ANOVA de dos factores. En la Tabla 3 se resume dicho análisis, para el que se presentan: la suma de cuadrados (SC), que representa una medida de la variabilidad como función de cada fuente a partir del promedio general; los cuadrados medios (CM), que representan una medida de la variabilidad y resulta del cociente de la suma de cuadrados entre los grados de libertad para cada fuente de variabilidad; el estadístico F, empleado para determinar si el efecto de los factores (operador y parte) así como su interacción es significativa; y el valor P, que representa la probabilidad de obtener un estadístico de prueba que sea extremo. En el análisis se destaca que las Partes (punzones evaluados) contribuyen en gran medida a la variación en el estudio debido al valor del estadístico F, pues mientras más grande sea su valor, mayor será la contribución a la variación, aunado a un valor P < 0.05 que indica que la diferencia en el peso de las partes evaluadas es estadísticamente significativa. Tanto el Operador como la interacción Partes*Operador resultan de poca contribución a la variación e insignificantes en términos del estadístico F y el valor P respectivamente, lo que asegura que no influyen en la variación de la medición. Debido a que la interacción Partes*Operador no es significativa se puede perescindir de ella en el ANOVA y la cuantificación de los componentes de la variación y por tanto de la contribución expresada en porcentaje se reduce al resto de los términos.
Tabla 3. ANOVA de dos vías con interacción para el sistema de medición del peso
| Fuente | GL | SC | CM | F | P |
|---|---|---|---|---|---|
| Partes | 9 | 0,857340 | 0,0952600 | 280,176 | 0,000 |
| Operador | 1 | 0,001307 | 0,0013067 | 3,843 | 0,082 |
| Partes * Operador | 9 | 0,003060 | 0,0003400 | 0,836 | 0,588 |
| Repetibilidad | 40 | 0,016267 | 0,0004067 | ||
| Total | 59 | 0,791993 |
GL: Grados de libertad de la fuente; α para eliminar el término interacción = 0,05.
Una de las partes centrales de un estudio Gauge R&R, es la determinación de la contribución de la varianza al estudio por parte de los términos. En la Tabla 4 se resume la contribución de cada componente en el estudio, en la que se destaca que la mayor variación del estudio (más del 97 %) es atribuible a las diferencias entre el peso de cada parte evaluada (Parte a Parte) y que los operadores contribuyen en menos del 1 % a la variación. En términos prácticos, la repetibilidad representa la variación o error de las mediciones sucesivas en cada punzón por el mismo operador, destacando que éste influye en un 2,43 % de la variación total; mientras que la reproducibilidad representa la variación o error en las mediciones entre los operadores (operador a operador) que en el estudio, contribuyó en un 0,19 %.
Tabla 4. Componentes de la variación del estudio Gauge R&R cruzado
| Fuente | Componente de la Varianza | % Contribución a la Varianza |
|---|---|---|
| Gauge R&R total | 0,0004248 | 2,62 |
| Repetibilidad | 0,0003944 | 2,43 |
| Reproducibilidad | 0,0000304 | 0,19 |
| Operador | 0,0000304 | 0,19 |
| Parte a Parte | 0,0158109 | 97,38 |
| Variación Total | 0,0162358 | 100,00 |
Sistema de medición anidado: Resistencia a la fractura
Con respecto a la Resistencia a la fractura, en el diagrama de normalidad de la Figura 4a se muestra que los valores experimentales de las mediciones se ajustan a una distribución normal (Valor P = 0,123, prueba Anderson-Darling, α=0,05), mientras en el diagrama de Residuales de la resistencia a la fractura vs valores ajustados de la Figura 4b, se observa que la varianza permanece constante al no encontrarse patrones de tendencia o concentración de los datos. Al igual que en el peso, la orden de ejecución de las mediciones fue aleatorizada y se asume independencia de las observaciones.


Un estudio anidado se emplea cuando los niveles de un factor son similares pero no idénticos o cuando el análisis que se va a realizar es destructivo debido a que los operadores no podrían evaluar la misma pieza, es decir, cada parte evaluada es única para cada operador y por tanto no están cruzados con otro factor, sino anidados a éste; debido a lo anterior, en éste tipo de estudios no es posible evaluar la interacción Parte*Operador. En la Tabla 5 se presenta el ANOVA del estudio cruzado para la validación de la medición de la Resistencia a la fractura.
Tabla 5. ANOVA del Sistema de medición anidado para la Resistencia a la fractura
| Fuente | GL | SC | CM | F | P |
|---|---|---|---|---|---|
| Operador | 1 | 15,67 | 15,667 | 0,088 | 0,770 |
| Partes (Operador) | 18 | 3203,25 | 177,958 | 114,276 | 0,000 |
| Repetibilidad | 100 | 155,73 | 1,557 | ||
| Total | 119 | 3374,65 |
GL: Grados de libertad de la fuente
Mediante el ANOVA del sistema anidado (Tabla 5), se muestra que el Operador tiene un estadístico F menor a 1, el cual indica que existe una baja probabilidad de que un operador contribuya a la variación en la resistencia a la fractura de los comprimidos evaluados, es decir, la resistencia a la fractura no dependerá del operador que evalúe a los objetos y el valor P lo confirma (> 0,05). La fuente de variación Partes(Operador) muestra un estadístico F mucho mayor que 1 y un valor P menor al nivel de significación (P < 0,05), lo cual significa que las mediciones promedio de las partes anidadas a cada operador son significativamente diferentes en términos estadísticos, es decir, el promedio de la resistencia a la fractura en las tabletas tipo 1 es diferente a la de las tabletas tipo 4 y 10 (ver Figuras 2 y Figura 3).
Con respecto a la contribución de los componentes a la varianza, la variación debido a Parte a Parte, es decir, tableta a tableta, representa prácticamente el 95 % de la contribución (Tabla 6); esto indica que el sistema tiene una alta capacidad de discriminar por la resistencia a la fractura como función del tipo de tableta (y por tanto de su composición) y que el resultado de la medición es independiente al operador que la evalúe.
Tabla 6. Componentes de la variación del estudio Gauge R&R anidado
| Fuente | Componente de la Varianza | % Contribución a la Varianza |
|---|---|---|
| Gage R&R total | 1,5573 | 5,03 |
| Repetibilidad | 1.5573 | 5.03 |
| Reproducibilidad | 0.0000 | 0.00 |
| Parte a parte | 29.4002 | 94.97 |
| Variación total | 30.9575 | 100.00 |
En la Figura 5 se muestra un gráfico de la respuesta anidada al operador, es decir, la resistencia a la fractura de cada tipo de tableta de acuerdo con las mediciones de cada operador; en el gráfico, los círculos en color azul representan el valor promedio de la resistencia a la fractura de cada tipo de tableta, mientras que en color gris se muestran los valores individuales y entre operador y operador se encuentra una línea punteada en rojo que separa las mediciones del Operador 1 de las del Operador 2; en términos generales, se observa que el Operador 2 tiene una variación ligeramente mayor en los tipos de tableta 1,2 y 9, empero, el ANOVA demostró que tal variación no es estadísticamente significativa para atribuir la variación en la medición al operador.

Las tabletas son formadas por compresión uni-axial del polvo mediante el uso del punzón superior e inferior y la matriz, lo cual influye en las propiedades mecánicas de las tabletas -entre ellas la resistencia a la fractura, desintegración y disolución- cuando se miden en orientaciones diferentes, propiedad conocida como anisotropía mecánica. Dicha propiedad, es a su vez el resultado de las diferencias existentes entre el tamaño y la forma de la partícula de los componentes de una fórmula, así como a la estructura interna heterogénea en la tableta25,26. En un proceso de fabricación de comprimidos difícilmente se controla el uso de un material con un tamaño y forma de partícula en específico sin tener variación en tales propiedades, pues el proceso encarecería el desarrollo y por tanto el costo de un producto, por lo que normalmente se trabaja con formas (ejemplo: partículas esféricas) y tamaños de partícula promedio y como respuesta a ello, las compañías definen los atributos críticos de calidad de sus productos como "especificaciones" que les permiten cierta tolerancia para asegurarse que un producto no salga de ésa variabilidad permisible. En el presente estudio, la variabilidad entre las tabletas del mismo tipo podría deberse a dicha propiedad debido a que se observa variación en un mismo tipo de tableta y con un mismo operador; sin embargo, para asegurarse de ello se tendría que realizar un estudio más específico en el que se controlara el uso de distintos materiales con tamaño y forma de partícula definidos.
Conclusiones
El objetivo de un estudio Gauge R&R es entender las fuentes de variabilidad presentes en un proceso de medición, lo que constituye la base para la operación de procesos, compensación de variabilidad, evaluación de desempeño de los procesos, control de calidad y aislamiento de productos defectuosos, sobre todo en procesos de manufactura. En el presente estudio, se realizó el diseño, ejecución y evaluación de dos estudios; tipo Gauge R&R cruzado y Gauge R&R anidado para validar los sistemas de medición empleados en los modelos de Heckel y Ryshkewitch-Duckworth para el estudio de la compresibilidad y compactabilidad respectivamente, en ambos estudios se determinó que la principal fuente de variación estuvo constituida por las partes evaluadas, lo cual destaca la capacidad de los sistemas de medición para discriminar entre las propiedades evaluadas en los materiales: peso y resistencia a la fractura. Es importante señalar que dicho tipo de estudios pueden y deben ser empleados durante el control estadístico de procesos en sistemas de manufactura para validar los sistemas de medición y evitar que producto defectivo pase a las etapas de fabricación posteriores y que sin duda, contribuya a la generación de conocimiento científico y entendimiento de procesos, el principal objetivo del enfoque de la calidad por diseño.

